Bomba Industrial
A bomba industrial é um equipamento essencial para o transporte de líquidos em diversos setores. Compreender suas vantagens e aplicações é fundamental para otimizar processos. Estas bombas oferecem eficiência, durabilidade e versatilidade, atendendo necessidades específicas da indústria moderna.
O que é bomba industrial
A bomba industrial é um dispositivo projetado para transferir líquidos entre diferentes pontos de um sistema. Este equipamento é fundamental para várias aplicações, permitindo o transporte de fluidos que podem variar em viscosidade, temperatura e composição química. A sua principal função é mover os líquidos de maneira eficiente, minimizando o tempo e o custo das operações industriais.
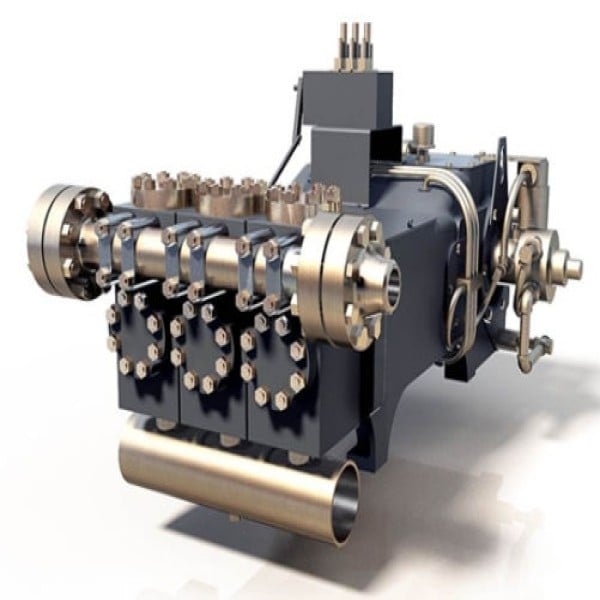
Existem diversas configurações para as bombas industriais, sendo que as mais comuns incluem bombas centrífugas e bombas de deslocamento positivo. As bombas centrífugas utilizam a força centrífuga para mover o líquido, enquanto as bombas de deslocamento positivo funcionam através da compressão e movimentação de um volume fixo de fluido. Cada tipo tem suas características e é escolhida com base nas necessidades específicas do processo.
Essencial em setores como petroquímica, saneamento, agroindústria e construção civil, a bomba industrial garante que os líquidos sejam transportados de forma segura e eficaz. Por sua versatilidade, este equipamento se adapta a diferentes condições de operação e tipos de fluidos, proporcionando soluções para um amplo espectro de necessidades industriais.
Portanto, a bomba industrial é um item indispensável no ambiente industrial contemporâneo. Ela não apenas facilita o transporte de líquidos, mas também permite a automação e otimização de processos, contribuindo significativamente para a produtividade e a segurança das operações.
Como funciona bomba industrial
O funcionamento de uma bomba industrial é baseado em princípios hidráulicos que permitem a movimentação de líquidos através de um sistema de tubulações. O funcionamento varia de acordo com o tipo de bomba — centrífuga ou de deslocamento positivo —, mas, em essência, todas têm o mesmo objetivo: transferir fluidos de um ponto a outro.
As bombas centrífugas operam através de um impulso gerado pelo rotor. Quando o rotor gira, ele cria uma força centrífuga que empurra o líquido em direção à periferia da bomba. À medida que o líquido é lançado para fora, ele é puxado para a entrada da bomba, criando um ciclo contínuo. Esse tipo de bomba é ideal para líquidos de baixa viscosidade e aplicações onde a pressão constante é desejada.
Por outro lado, as bombas de deslocamento positivo funcionam através de ciclos de compressão e expansão. Elas capturam um volume fixo de líquido e o forçam a deslocar-se para a saída, independentemente da pressão do sistema. Este tipo é especialmente eficaz para líquidos viscosos ou que contêm sólidos, pois garante um fluxo constante e controlado.
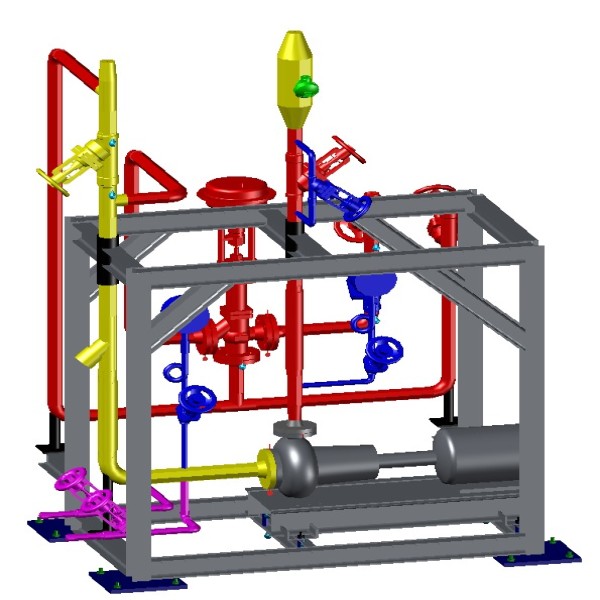
Além disso, as bombas industriais são acompanhadas de componentes como válvulas, acionadores e sensores, que ajudam a monitorar e regular o fluxo. A automação desses sistemas permite maior controle e eficiência nas operações. Assim, a escolha de uma bomba apropriada e seu correto funcionamento são cruciais para otimizar processos e garantir a segurança industrial.
Quais os tipos bomba industrial
Existem diversos tipos de bombas industriais, projetadas para atender a diferentes necessidades de movimentação de fluidos. Cada tipo é adequado a uma aplicação específica e suas características variam conforme o funcionamento, o tipo de fluido e as condições de operação. Os principais tipos incluem bombas centrífugas, de deslocamento positivo e submersas.
As bombas centrífugas são as mais comuns e funcionam utilizando um rotor para gerar força centrífuga. Elas são ideais para transferir líquidos de baixa viscosidade e são amplamente utilizadas em sistemas de água, esgoto e processos químicos. Essas bombas podem ser monocelulares ou multicelulares, dependendo da quantidade de impulso necessário.
As bombas de deslocamento positivo são outra categoria importante. Elas movem fluidos através de ciclos de compressão e expansão, sendo divididas em bombas de palhetas, engrenagens e diafragma. Essas bombas são indicadas para líquidos viscosos ou que contenham sólidos, pois garantem um fluxo contínuo e preciso, independentemente da pressão.
Por último, as bombas submersas são projetadas para operar dentro do líquido que estão bombeando, sendo bastante utilizadas em poços, minas e esgoto. Elas são eficientes para a remoção de água em locais onde a gravidade não é suficiente para realizar a drenagem.
Cada tipo de bomba industrial desempenha um papel vital no processo produtivo. A seleção do tipo adequado é fundamental para garantir a eficiência e a durabilidade do sistema, impactando diretamente na produtividade e segurança das operações industriais.
Quais as vantagens bomba industrial
A bomba industrial oferece diversas vantagens que são cruciais para a otimização de processos em ambientes industriais. Primeiramente, a eficiência é uma característica marcante, uma vez que essas bombas são projetadas para movimentar grandes volumes de líquidos de forma rápida e eficaz, reduzindo o tempo necessário para completar tarefas operacionais.
Outra vantagem relevante é a versatilidade. As bombas industriais podem ser utilizadas em uma vasta gama de aplicações, desde o transporte de água até líquidos químicos complexos. Essa adaptabilidade permite que empresas de diferentes setores usem o mesmo equipamento, economizando espaço e recursos com múltiplas máquinas.
Além disso, a durabilidade é um aspecto importante. A maioria das bombas industriais é fabricada com materiais resistentes e de alta qualidade, proporcionando uma longa vida útil e reduzindo a necessidade de manutenção frequente. Essa longevidade implica em menos paradas na produção, gerando economia a longo prazo.
A segurança também é uma prioridade quando se fala em bombas industriais. Equipamentos bem projetados minimizam o risco de vazamentos e acidentes, além de garantir um controle eficaz sobre os fluidos. A automação de processos adicionais aumenta ainda mais a segurança, uma vez que os sistemas podem ser monitorados e ajustados em tempo real.
Por fim, a bomba industrial contribui para a sustentabilidade. Com sistemas eficazes, é possível otimizar o uso de água e energia, resultando em uma operação mais ecológica. Assim, levar em consideração as vantagens oferecidas por essas bombas é fundamental para qualquer operação industrial que busca melhorar sua produtividade e segurança ambiental.